





Postopek elektroforetičnega barvanja zagotavlja popolne rezultate barvanja in antikorozijsko zaščito tudi v primeru oblikovanih obdelovancev. Po predobdelavi se obdelovanci prenesejo v kad KTL opreme. Barvanje poteka elektromehanično. Pri KTL barvanju obdelovance namakamo v barvo, raztopljeno v vodi z nizko vsebnostjo trdnih delcev. Ko se med obdelovancem in protielektrodo ustvari neposredno električno napetostno polje, se trdi delci v barvi oprimejo obdelovanca. Posledično se izoblikuje izredno enakomeren sloj barve z odličnim oprijemom na robovih in površini obdelovanca. Knipl d.o.o. hkrati zagotavlja tudi potrebno znanje za načrtovanje in izdelavo opreme za barvanje z namakanjem, inženirsko zaledje in proizvodno bazo.
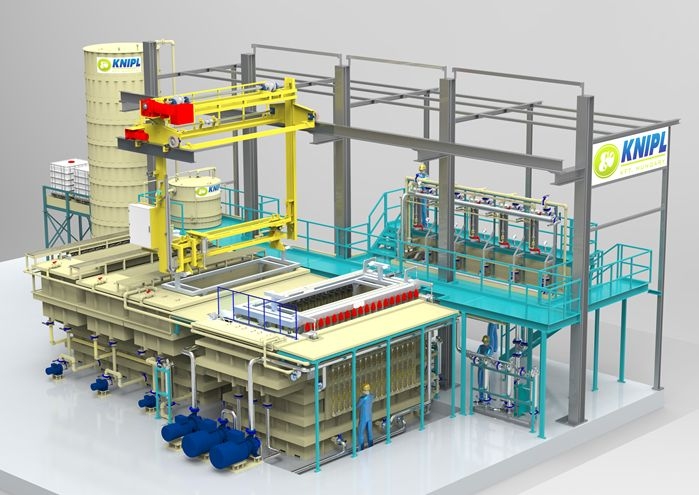




Naša oprema daje popolne rezultate pri površinski predobdelavi tudi v primeru kritičnih, oblikovanih obdelovancev ob pomoči sistemov, premikajočih košare/obdelovance in s pomočjo optimalnega kroženja v kadeh. Pri opremi s faznim delovanjem gre za premikanje obdelovancev po liniji za barvanje s pomočjo opreme za prekladanje.
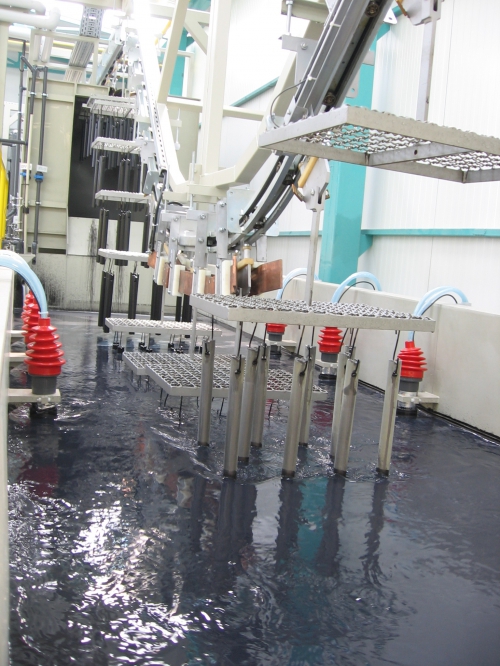
Oprema s kontinuiranim delovanjem je v prvi vrsti primerna za barvanje masovno proizvajanih enakih rezervnih delov. Premikanje obdelovancev se izvaja s pomočjo transportnega traku. Prehodno delujočo KTL opremo je moč uporabljati tako pri namakalnih kot pri kombiniranih razprševalnih/namakalnih obratih.
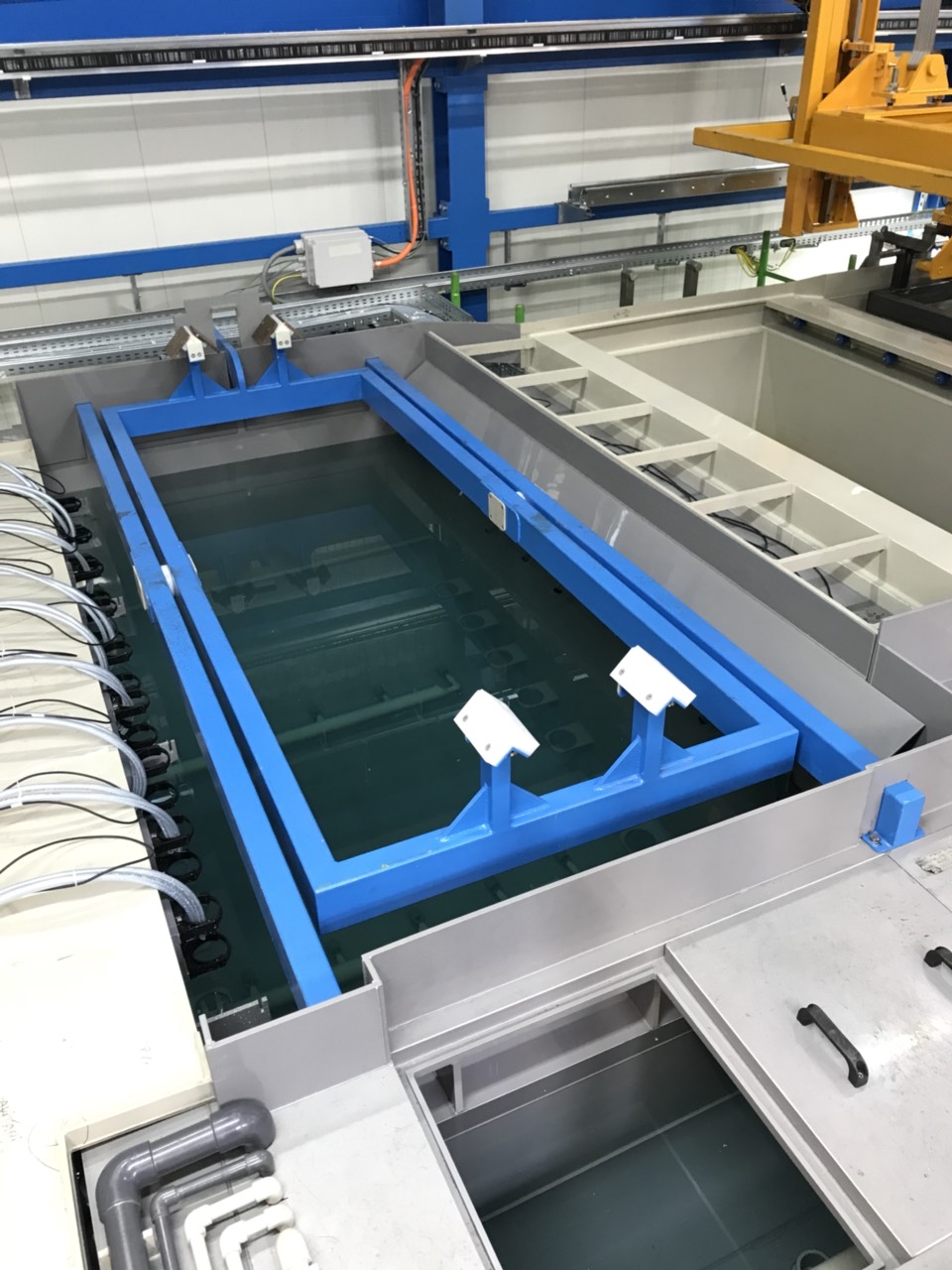
Uporabo KTL namakalne opreme s taktnim delovanjem, opremljene s Power & Free transportnim trakom, se priporoča v primeru manjših količin in večjih obdelovancev. Značilna je kompaktna gradbena konstrukcija ter namakalne kadi z majhno prostornino. Ta tip opreme je posebej ekonomičen, saj zagotavlja kontinuiran pretok materiala tudi pri dvigajočih in spuščajočih se postajah, zato ni potrebe po prenosu na drugo transportno opremo.

Pri montiranju naše KTL opreme uporabljamo komponente, ki so se obnesle med dolgoletno uporabo. Naša oprema vsebuje vse potrebne aplikacije, potrebne za varno in učinkovito delovanje.

